Blown film technology is a crucial manufacturing process in the plastics industry, responsible for creating the flexible packaging we encounter daily – from food wrappers to agricultural films and beyond. It involves extruding a molten thermoplastic through a circular die, forming a bubble-like tube which is then inflated with air, and cooled to create a thin, seamless film. This process is incredibly versatile, allowing for the production of films with varying thicknesses, widths, and properties tailored to specific applications. Its global impact is substantial, facilitating the safe and efficient distribution of goods worldwide.
The significance of blown film technology extends beyond mere packaging. It plays a vital role in various sectors including agriculture, construction, healthcare, and automotive, providing solutions for moisture barriers, protective layers, and specialized films. The increasing demand for sustainable packaging solutions and high-performance materials is continually driving innovation within this field. Understanding the intricacies of this technology is essential for professionals involved in materials science, manufacturing, and supply chain management.
Furthermore, advancements in resin formulations and extrusion techniques are expanding the capabilities of blown film technology, paving the way for lighter, stronger, and more environmentally friendly packaging options. The ability to customize film properties makes it a vital component in addressing diverse industrial and consumer needs.
Introduction to Blown Film Technology
Blown film technology stands as a cornerstone of modern packaging and materials science. Its core principle involves transforming plastic resins into thin, versatile films used in a vast array of applications. The process’s adaptability, enabling adjustments in film thickness, width, and composition, makes it ideal for meeting diverse industry demands.
The impact of blown film technology extends to numerous sectors, influencing consumer goods, industrial packaging, and specialized applications such as medical films and agricultural covers. Continuous development of resins and extrusion techniques ensures ongoing improvements in film performance, sustainability, and cost-effectiveness.
Global Relevance and Market Dynamics
The global blown film market is a multi-billion dollar industry, driven by the ever-increasing demand for flexible packaging. According to recent reports, the market is projected to continue growing at a significant rate, fueled by factors like population growth, urbanization, and the expansion of the e-commerce sector. Regions like Asia-Pacific currently dominate the market, with China being a major consumer and producer of blown films.
However, the industry faces challenges, including rising raw material costs, stringent environmental regulations, and the need for more sustainable packaging solutions. Organizations like the ISO and the UN Environment Programme are actively promoting the development and adoption of eco-friendly plastics and recycling technologies. This pressure is pushing innovation in biodegradable resins and film recycling processes.
The increasing focus on food safety and product preservation further reinforces the importance of high-quality blown films as protective barriers. Manufacturers are continually striving to improve film properties like barrier performance, puncture resistance, and sealability to meet these stringent requirements.
Defining Blown Film Technology
Blown film technology is a plastic extrusion process used to create thin plastic films. Essentially, it begins with melting plastic resin, often polyethylene (PE), polypropylene (PP), or polyethylene terephthalate (PET). This molten plastic is then extruded through a circular die – a shaped opening – which forms a long, hollow tube.
This tube is subsequently inflated with air, similar to blowing a bubble, expanding it to the desired diameter and thickness. As the film rises, it’s cooled by an air ring, solidifying the plastic. The cooled film is then flattened, often using rollers, and wound onto a roll. The entire process is highly automated and capable of producing films continuously.
Its connection to modern industry is fundamental. Without blown film technology, the efficient packaging and distribution of countless products – from food and beverages to pharmaceuticals and consumer goods – would be severely hampered. It’s a critical enabler of global trade and modern lifestyles.
Core Components and Key Factors
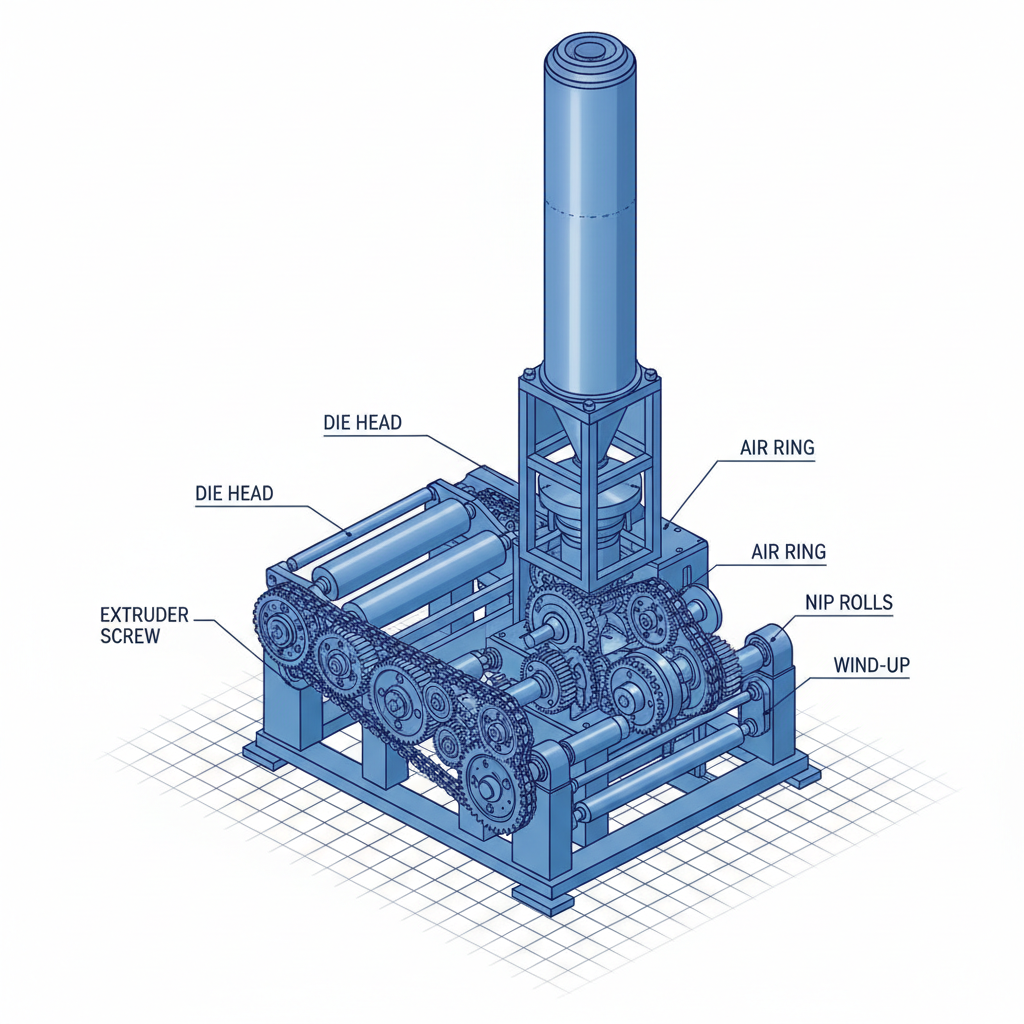
Several core components underpin the effectiveness of blown film technology. The extruder, responsible for melting and homogenizing the plastic resin, is central to the process. The die, carefully designed to control the shape and dimensions of the film, is another critical element. The air ring, providing controlled cooling, is essential for achieving desired film properties. Furthermore, the haul-off system, which pulls and winds the film, ensures consistent tension and quality.
Key factors influencing film quality include resin properties, die design, air ring efficiency, and process parameters like temperature, pressure, and blowing ratio. Carefully controlling these factors ensures optimal film clarity, strength, and uniformity. The choice of resin directly impacts film performance characteristics, such as barrier properties and tear resistance.
Comparison of Blown Film Technology Methods
Global Applications and Use Cases
Blown film technology’s applications are incredibly diverse. In the food industry, it’s used extensively for packaging snacks, frozen foods, fresh produce, and prepared meals. Agricultural films, created using blown film technology, protect crops from the elements and improve yields. The medical sector utilizes specialized films for sterile packaging, IV bags, and medical devices.
Industrially, blown films are used for protective coverings, liners, and components in various manufacturing processes. In remote industrial zones, durable and lightweight blown film packaging is crucial for transporting equipment and supplies. Similarly, in post-disaster relief operations, blown film is used for creating temporary shelters and distributing essential supplies.
Geographically, the demand for blown films is widespread, with significant consumption in North America, Europe, and rapidly growing markets in South America and Africa. The specific applications vary depending on local needs and industries, but the underlying technology remains consistent.
Advantages and Long-Term Value
The advantages of blown film technology are manifold. It offers cost-effectiveness due to its high production speed and efficient material usage. It’s highly scalable, allowing for the production of films in a wide range of sizes and volumes. Sustainability is increasingly being addressed through the use of recycled resins and biodegradable materials. Moreover, it provides excellent barrier properties, protecting products from moisture, oxygen, and contaminants.
The long-term value lies in its reliability and ability to meet evolving market demands. By fostering trust in product safety and preservation, blown film technology enhances brand reputation and consumer confidence. Continuous innovation drives improvements in film performance and sustainability, ensuring its continued relevance in a dynamic global landscape.
Future Trends and Innovations
Several exciting trends are shaping the future of blown film technology. The development of bio-based and biodegradable resins is gaining momentum, offering more sustainable packaging solutions. Digital transformation, incorporating sensors and data analytics, is optimizing process control and improving film quality. Automation, through robotics and AI, is increasing production efficiency and reducing labor costs.
Furthermore, research into advanced film structures, such as multi-layer films with enhanced barrier properties, is ongoing. The integration of nanotechnology promises to create films with improved strength, durability, and functionality. Policies promoting circular economy principles and extended producer responsibility are driving the adoption of recycling technologies and sustainable packaging practices.
The transition toward a more circular model, where plastic waste is minimized and resources are reused, is a critical focus. Innovations in chemical recycling and film-to-film recycling are becoming increasingly important in achieving this goal.
FAQS
The most common resins used in blown film technology are polyethylene (PE), including Low-Density Polyethylene (LDPE), Linear Low-Density Polyethylene (LLDPE), and High-Density Polyethylene (HDPE). Polypropylene (PP) is also frequently used, offering higher tensile strength and heat resistance. Polyethylene Terephthalate (PET) is utilized for specialized applications requiring excellent barrier properties. The selection depends on the desired film properties and end-use requirements.
The blowing ratio, the ratio of the film’s final diameter to the die diameter, significantly influences film properties. A higher blowing ratio generally results in thinner films with increased tensile strength in the machine direction but reduced strength in the transverse direction. Conversely, a lower blowing ratio produces thicker films with more balanced strength characteristics. Optimizing the blowing ratio is critical for achieving the desired film performance.
Environmental concerns include the reliance on fossil fuel-based resins and the generation of plastic waste. However, advancements in bio-based resins, recycling technologies (mechanical and chemical), and biodegradable films are addressing these concerns. Implementing closed-loop recycling systems and promoting responsible waste management practices are crucial for minimizing the environmental impact.
Multi-layer co-extrusion allows for combining different resins in a single film, each contributing specific properties. For example, a layer for sealing, a layer for barrier protection, and a layer for strength. This allows the creation of films with tailored performance characteristics, optimized for specific applications, and often reduces the overall material cost by using only the necessary amount of each resin.
Process control is maintained through a combination of precise temperature control, pressure regulation, and monitoring of key parameters like screw speed, die gap, and air flow. Modern systems employ sensors, automated controls, and data analytics to ensure consistent film quality and minimize variations. Real-time adjustments are made to maintain the desired film thickness, width, and properties.
The die design is paramount for achieving uniform film thickness, minimal neck-down, and optimal bubble stability. Die designs are carefully engineered to distribute the molten plastic evenly and minimize stress concentrations. Advances in die technology, such as spiral mandrel dies, improve film clarity and reduce gauge variation. Proper die maintenance is also essential for consistent performance.
Conclusion
In summary, blown film technology remains a vital and dynamic process in the plastics industry. Its versatility, cost-effectiveness, and adaptability have made it indispensable across a wide range of applications, from packaging and agriculture to healthcare and industrial sectors. Continued innovation in materials, processes, and automation is driving improvements in film performance, sustainability, and efficiency.
Looking ahead, embracing sustainable practices, such as utilizing bio-based resins and implementing robust recycling programs, is crucial for minimizing the environmental impact of blown film production. Further research into advanced film structures and nanotechnology promises to unlock even greater potential, solidifying blown film technology’s position as a cornerstone of modern manufacturing and a key enabler of a more sustainable future. To learn more about our advanced blown film technology solutions, visit our website today!