Blown film products are a cornerstone of modern packaging and a surprisingly versatile material used across a vast spectrum of industries. From the food we consume to the medical supplies that keep us healthy, and even in crucial agricultural applications, blown film provides a flexible, protective, and cost-effective solution. Understanding the nuances of this manufacturing process and the diverse applications of the resulting films is increasingly important in a world demanding efficient and sustainable material solutions.
The global demand for blown film products is substantial and continuously growing, driven by factors like population growth, urbanization, and the expansion of e-commerce. According to market research, the global blown film market is projected to reach significant values in the coming years, demonstrating its resilience and importance in the global supply chain. This growth is particularly noticeable in emerging economies where packaged goods are becoming more accessible.
Addressing challenges related to plastic waste and sustainability is a key driver of innovation in the blown film industry. The development of biodegradable and recyclable films, alongside advancements in manufacturing techniques to reduce material usage, are critical areas of focus, making blown film a central point in discussions around a circular economy.

The Fundamentals of Blown Film Products
At its core, blown film extrusion involves melting plastic resin and extruding it through a circular die, forming a tube. This tube is then inflated with air, stretching the plastic into a thin film. The resulting film is then cooled, collapsed, and wound onto a roll. The process allows for the creation of seamless, flexible packaging materials tailored to specific needs. blown film products offer a unique combination of properties.
The quality of blown film products is directly tied to several factors including resin selection, die design, and process control. Different types of polymers – polyethylene (PE), polypropylene (PP), and polyethylene terephthalate (PET) being the most common – impart varying characteristics such as strength, clarity, and barrier properties, making it crucial to match the material to the intended application.
Global Relevance and Industry Context
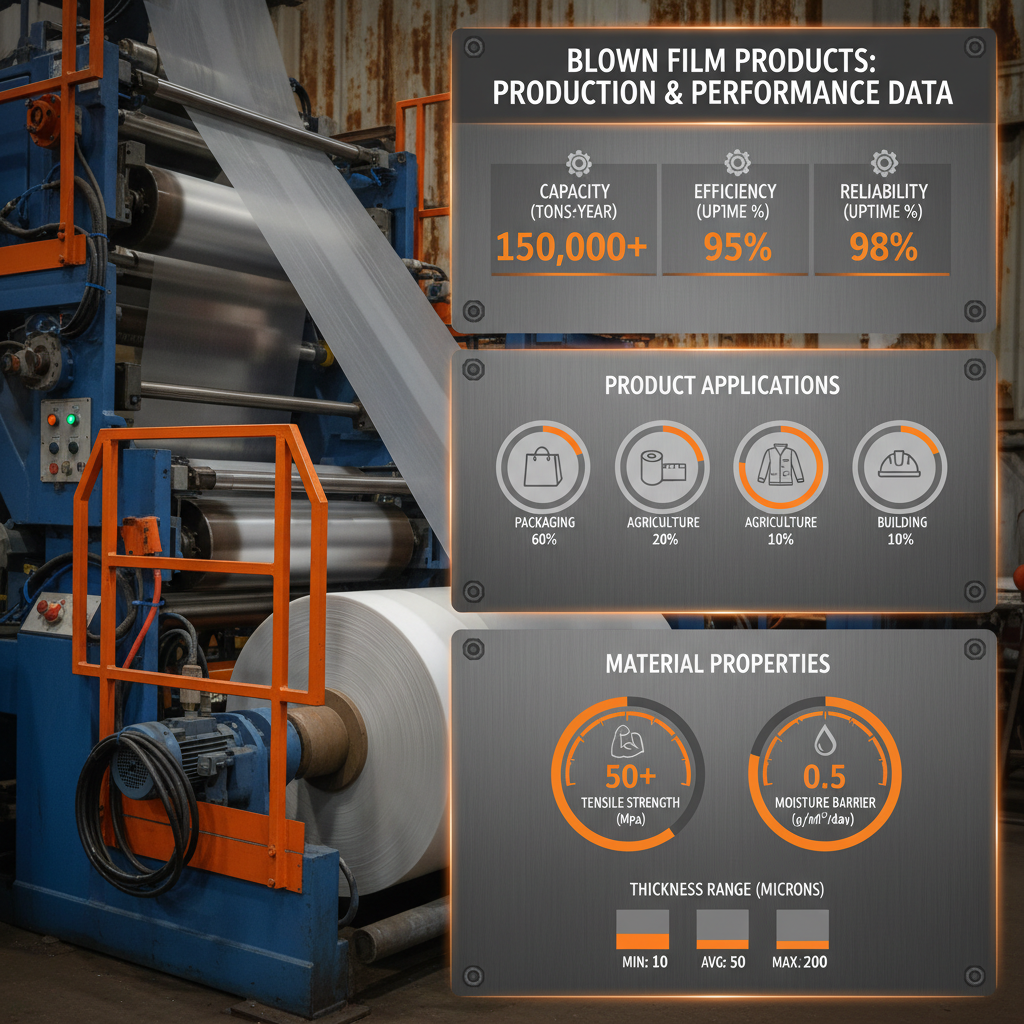
Blown film products are ubiquitous in the global economy. The packaging industry, one of the largest consumers, relies heavily on blown film for food packaging, consumer goods, and industrial materials. The United Nations estimates that over 150 million tons of plastic packaging are produced annually, with a significant portion utilizing blown film technology. This demonstrates the scale of its impact and the importance of sustainable practices within the industry.
The demand is not limited to developed nations. Emerging economies are experiencing rapid growth in consumer spending, leading to increased demand for packaged goods and, subsequently, blown film products. For instance, in Southeast Asia, the increasing prevalence of supermarkets and online retail is driving the need for reliable and cost-effective packaging solutions.
However, this growth presents challenges. The accumulation of plastic waste is a growing environmental concern, prompting international organizations like the World Bank to advocate for improved waste management infrastructure and the development of biodegradable alternatives. The blown film industry is actively responding to these concerns by investing in research and development of sustainable materials and recycling technologies.
Defining Blown Film Products
Blown film products are essentially plastic films created through the blown film extrusion process. Unlike cast film, which is cooled on a chilled roller, blown film is inflated like a balloon, resulting in a more flexible and versatile material. This process imparts unique properties to the film, making it ideal for a wide range of applications.
The connection to modern industry is undeniable. From preserving food freshness to protecting sensitive medical devices, blown film products play a vital role in maintaining product integrity and extending shelf life. Their lightweight nature also contributes to reduced transportation costs and a lower carbon footprint compared to heavier packaging alternatives.
Moreover, the adaptability of the blown film process – allowing for single or multiple layers, varying thicknesses, and the incorporation of additives to enhance specific properties – makes it a critical component in addressing a diverse set of needs across numerous industries, and a key enabler for humanitarian efforts requiring durable, lightweight materials.
Key Characteristics of High-Quality Blown Film
High-quality blown film products are defined by several key characteristics. Strength and Durability are paramount, ensuring the film can withstand the rigors of handling, transportation, and storage. This is dependent on the resin used, the film thickness, and the proper orientation during the extrusion process.
Clarity and Transparency are crucial for applications where product visibility is essential, such as food packaging. Achieving optimal clarity requires careful control of the extrusion process and the use of appropriate additives. blown film products clarity is essential.
Comparative Performance of Blown Film Resin Types
Diverse Applications Across Industries
The versatility of blown film products extends across numerous industries. In the food packaging sector, it's used for pouches, bags, and wraps, preserving freshness and extending shelf life. The medical industry utilizes blown film for sterile packaging, ensuring the integrity of medical devices and pharmaceuticals.
In agriculture, blown film is employed in greenhouse covers and mulch films, protecting crops and enhancing yields. The industrial sector relies on blown film for protective packaging, lining, and various containment applications. In post-disaster relief operations, blown film sheeting provides crucial temporary shelter and protection from the elements.
The Advantages of Utilizing Blown Film
The advantages of using blown film products are manifold. Cost-effectiveness is a significant benefit, as the blown film process is relatively efficient and requires less material compared to some other packaging methods. This translates to lower costs for manufacturers and consumers.
Sustainability is becoming increasingly important. The development of recyclable and biodegradable blown film materials addresses growing environmental concerns. Beyond cost and sustainability, blown film provides excellent protection against moisture, oxygen, and other contaminants, ensuring product quality and safety. This ensures product integrity and builds consumer trust.
Future Trends in Blown Film Technology
The future of blown film products is focused on innovation and sustainability. Advanced materials such as bio-based polymers and compostable films are gaining traction, offering eco-friendly alternatives to traditional plastics. Digital printing technologies are enabling customized packaging and improved brand differentiation.
Automation and process control are becoming increasingly sophisticated, leading to higher efficiency, reduced waste, and improved product quality. The integration of Industry 4.0 technologies, such as data analytics and machine learning, will further optimize the blown film extrusion process.
Furthermore, advancements in multi-layer film technology are allowing for the creation of films with tailored barrier properties and functionalities, catering to specific application requirements. These developments will continue to shape the future of blown film products, making them even more versatile and sustainable.
FAQS
Blown film is created by inflating a plastic tube, resulting in a more flexible and generally thinner film, ideal for applications requiring stretch. Cast film, on the other hand, is cooled on a roller, producing a film with superior clarity and flatness, often preferred for applications needing high visual appeal or precise dimensions. The choice depends heavily on the end-use requirements.
Ensure the film is manufactured in a facility with appropriate certifications like ISO 22000 or FDA compliance for food contact materials. Look for films specifically designed for food packaging, utilizing food-grade resins and additives. Request documentation from the supplier verifying the material's compliance with relevant regulations.
Lead times can vary depending on the complexity of the order, the quantity required, and the supplier's current production schedule. Generally, standard orders may take 2-4 weeks, while custom orders with specific requirements or unique materials can take 4-8 weeks or longer. It’s best to discuss your needs directly with the manufacturer.
Yes, biodegradable blown film options are emerging, primarily utilizing materials like PLA (polylactic acid) and PBAT (polybutylene adipate terephthalate). These materials are compostable under specific conditions. However, it’s important to verify the certifications and composting requirements for these films to ensure proper disposal and environmental benefits.
Film thickness significantly influences its strength, barrier properties, and overall performance. Thicker films offer greater durability and puncture resistance, suitable for heavy-duty applications. Thinner films are more flexible and cost-effective, ideal for lightweight packaging. Selecting the appropriate thickness requires considering the specific requirements of the application.
Multi-layer blown film combines different materials to achieve a desired combination of properties. For example, one layer might provide barrier protection, another strength, and another sealing capability. This allows for optimized performance tailored to the specific application, offering a cost-effective solution compared to using a single material with all the required properties.
Conclusion
In conclusion, blown film products represent a vital component of modern industry and everyday life. Their versatility, cost-effectiveness, and adaptability have made them indispensable in countless applications, from packaging and agriculture to healthcare and disaster relief. The ongoing innovations in materials and manufacturing processes are continually expanding the possibilities for blown film, addressing evolving needs and sustainability concerns.
Looking ahead, the future of blown film is poised for continued growth and transformation. Investment in sustainable materials, automation, and digital technologies will be crucial for meeting the demands of a circular economy and a rapidly changing world. For reliable, high-quality blown film products and solutions tailored to your specific needs, visit our website today.